
Zinkování lze aplikovat několika způsoby, jaké to jsou.

Stříkané zinkování
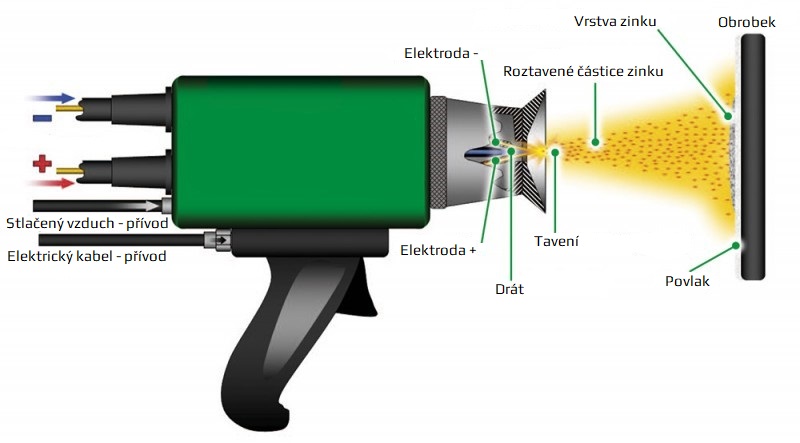
Metalizace nebo také šopování je účinná protikorozní ochrana, která se aplikuje po důkladném otryskání nejlépe na třídu Sa 3. Při metalizaci je díky plamenu či elektrickému oblouku roztaven drát z ušlechtilé oceli který se pomocí stlačeného vzduchu nanáší na kovový povrch. Je určeno k povrchové ochraně oceli a jiných kovů před korozí. Mezi nejčastější nanášené materiály patří zinek, hliník, mosaz popř. zinacor (slitina zinku a hliníku). Nanesená vrstva zabraňuje průniku vlhkosti a kyslíku k povrchu kovu a zabraňuje vzniku koroze, čímž se prodlužuje životnost takto opracovaného materiálu.
Dle požadavků na životnost jednotlivých ocelových prvků se volí druh materiálu a jeho tloušťka v mikrometrech.
Stříkané zinkování lze aplikovat dvěma způsoby a to pomocí plynového zařízení nebo elektrometalizace.
Plynové metalizační zařízení (pistol)Využívá pro roztavení drátu směs plynů acetylen/ kyslík nebo propan-butan/kyslík. Do metalizační pistole je přiveden plyn, který po zapálení vytvoří plamen (podobné jako autogen). Do tohoto plamenu je následně přiváděn drát z ušlechtilé oceli, který je roztaven a pomocí stlačeného vzduchu je vrhán na otryskaný povrch konstrukce či jiných výrobků. |
 |
Dle požadavků lze aplikovat vrstvu 40 – 250 mikronů.
Elektrometalizační zařízeníVyužívá na místo plynů pouze elektrickou energii. Díky elektricky vodivým drátům, mezi nimiž hoří elektrický oblouk, je kov roztaven a pomocí stlačeného vzduchu je z pistole rozprášen na otryskaný povrch konstrukce či výrobku. Tento systém je stále častěji využíván, jelikož jsou provozní náklady několikanásobně nižší a způsob metalizace je mnohem efektivnější. |
 |
Dle požadavků lze aplikovat vrstvu 30 – 400 mikronů.
Neváhejte se na nás obrátit a rádi Vám vypracujeme cenovou nabídku a doporučíme vhodné metalizační zařízení. |
 |
Výhody a nevýhody stříkaného zinkování
Výhody
-
Je možné nanášet i na velké konstrukce (mosty, lávky) kde nejste omezeni velikostí dílu.
-
Povrch má při nanesení zinku zachovaný profil (hrubost) kde je vytvořena tzv. kotva pro konečný finální nástřik barvou.
Nevýhody
-
U složitějších dílů je cena za m2 výrazně vyšší oproti žárovému zinku (lázně)
Metalizační drát
Je vyroben ze zinku a ze slitiny zinek/hliník. Jsou používány v plynových a elektrometalizačních zařízení. Dráty jsou dodávány na cívkách o hmotnosti 15, 19 kg nebo v kartonových sudech o hmotnosti 100, 150, 200 a 250 kg. Standardně dodáváme dráty o průměru 1,6 ; 2 ; 2,5 a 3 mm, které jsou vyráběny z čistého zinku SHG nejvyšší čistoty (99,995%).
Označení drátů
Zinkový drát má různé tvrdosti s označením od nejměkčího DS vhodný pro plynné metalizační zařízení, DM jako střední tvrdost pro elektrometalizaci a nejtvrdší DH pro elektrometalizaci s dlouhým vedením.Metalizační drát zinek/hliník s označením LS jako měkčí je vhodný pro plynné zařízení a drát s označením LH je určený pro elektrometalizaci s dlouhým vedením.
|
 |
Žárové zinkování
Žárové neboli máčené zinkování je spolehlivá a dlouhodobá protikorozní ochrana ocelových dílů a výrobků. U nových dílů není vždy nutná předúprava tryskáním ale pro delší životnost je tak doporučeno. Starší ocelové součásti však musí být očištěné od rzi a nečistot než se ponoří do lázně roztaveného zinku při teplotě 450°. Ten na materiálu vytváří povlak slitiny železa a zinku s vrchní vrstvou čistého zinku, kde je výsledkem stříbřitě šedý povrch, který chrání kov proti korozi spolehlivě dlouhá léta.

Výhody a nevýhody žárového zinkování
Výhody
-
Je možné použít jako konečnou finální úpravu kde je povrch hladký (estetičtější) oproti zinkování stříkanému.
-
U složitějších prvků (mříže) je cena výrazně nižší jelikož se cena počítá v kg nikoliv za plochu - m2
-
Je zajištěno, že se zinkový povlak nanese i do dutých profilů.
Nevýhody
-
Pro lepší přilnavost dalšího povlaku např. barvy je nutná úprava tzv. swipping – co to je? (info níže)
-
Je omezená velikost dílu a to dle nádoby (lázně).
Jemné tryskání (Swipping) - cílem tohoto druhu tryskání je čištění a zdrsnění převážně zinkového povlaku.
Sweeping (sweep blast) představuje pro zinkový povlak silné mechanické namáhání, které při neodborném provedení může přivodit vady povrchu (olupování zinku, trhliny). Důležitými faktory jsou tedy tvrdost, hustota a velikost zrna tryskacího média, úhel tryskání, vzdálenost trysky od povrchu a pracovní tlak.
Nemáte s tímto způsobem tryskání zkušenost? Doporučujeme Vám proto dodržet základní kritéria..
-
Velikost zrna 0,25 - 0,50 mm (nekovová struska, korund);
-
Tlak na trysce 2,5 - 3 bar;
-
Úhel tryskání do 30 stupňů.